シースナイフ |
2016/5/4 1986年頃、ナイフメーキングにハマっていた。工房の引き出しの奥から、そのころの作りかけと思われるナイフが出てきた。 もう30年近く眠っていたことになるが、ハンドルの形が面白そうなので完成させることにした。 |
 |
 |
|
1.ある程度研磨されていたが、そのまま焼き入れに出すわけにはいかないので、#240、#400、#600、#800、#1000、#1200で再研磨。 |
2.30年前にお世話になった徳島の刃物屋さんに電話すると、もう廃業したと云うことで、大阪の八田工業さんを紹介していただいた。郵送すると1週間後、焼きが入って戻って来ました。 |
|
 |
 |
|
3.当時はSUS440Cを使っていたので、事前にその旨を伝えておいたらロックウェルで60°の検査結果が付いてきました。この材質では限界の硬度と思う。 |
4.真空焼き入れなので思ったより汚れは少なく、#600から始めて最後は#12000の研磨紙で仕上げて行きます。 |
|
 |
 |
|
5.最終は青砥を使ってバフで鏡面に仕上げます。このバフ研磨機は彫刻刀用に手作りしたものです。 |
6.次はヒルトの接合ですが、その前に後で磨くのが困難な、ブレード面側を研磨しておきます。材質はおそらくSUS304だと思います。 |
|
 |
 |
|
7.ヒルトには2.6mmの穴があいていたので、SUSの溶接棒の芯を使う想定だったのだろう。で、ストックしていた2.6mmのピンでカシメます。 |
8.エポキシ接着剤も併用したので、しっかりとカシメられていますね。 |
|
 |
 |
|
9.ハンドル材は厚さ8mmの鉄刀木です。ハンドルの形状より少し大きめに切り抜きます。 |
10.黒のファイバースペーサーも一緒に眠っていたので、これも使います。 |
|
 |
 |
|
11.ヒルトのカシメ部分をヤスリで仕上げ、ブレード部分に傷がつかないように養生してから、ハンドル部分の接着に掛かります。 |
12.先ずは片側を接着。ファイバースペーサーをハンドル材と本体の間に入れて、エポキシ系で接着しています。 |
|
 |
 |
|
13.次に本体側からハンドル材に穴あけ。最初は4mmです。ハンドルをドリルが突き抜けないように、先端の三角部が僅かに出る程度で止めるのがポイントですね。 |
14.裏返して突き抜けた小さな穴に8mmドリルの先端を合わせて、ファスナーボルトが入る座を繰ります。2段ドリルは持っているのですが、細い方が4.5mmで本体の穴が4mmだったので、止む無くこんな方法をとったのです。ソングホールの穴も忘れずにあけましょう。 |
|
 |
 |
|
15.ファスナーボルト、ソングホールパイプも一緒に接着。ボルトはM4、ナットはSUS304の丸棒から当時自作したものです。 |
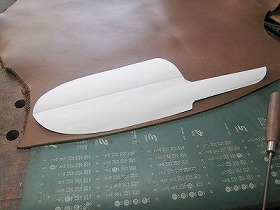
16.厚紙にセンターラインを引き、ナイフの背をその上に載せて次に横倒しにして、シースの型紙を作ります。 |
|
 |
 |
|
17.シースは柔らかめの3mm厚の牛革で制作します。型紙を載せてマーキングをしてからカッティング。そして、中子も同じ材料で作り、穴あけ前にボンドG17で接着しておきます。 |
18.ディバイダーで穴あけ位置をマークし、1.5mmの穴を自作高速ボール盤であけます。後は縫うだけですが、今回は黄色と赤のクレモナ糸を使いました。 |
|
 |
 |
|
19.ソングホールの紐は厚さ2mmの革を編み込んで作った。 |
20.縫いあがったシースはぬるま湯に10秒くらい浸けて、ゆっくりとナイフを差し込んで馴染ませます。乾燥したらミンクオイルを塗り込んで完成です。 |
|
 |
||
砥石で刃付けをして完成。シースの編み目のデザインをもっと工夫したら良かったかな・・・。 |
||
 |
||
29年前に作ったナイフたちです。フォールディングナイフまで作ってたんだ。もうその気力はないね(^^)。 |
||